キタ━━━━━━(゚∀゚)━━━━━━!!!!!
自作アルマイト処理第二段!
ネタ引っ張りぎみでいきます。
![]()
研磨と言っても、特に凄い作業を行うわけでもなく、通常陽極酸化皮膜作業で掛ける電流を逆極でやるだけの事です。
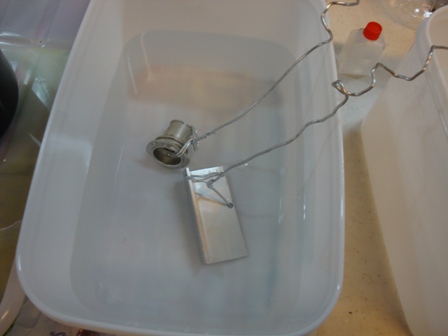
素材が十分に浸るように電解液を満たした液槽に電極をセットします。素材に陰極(-極)鉛電極に陽極(+極)を取付け直流12Vを印加します。
すると、素材、電極共に勢い良く泡が立ち上がります。この工程を30秒〜60秒行います。
この電解研磨により、表面に形成された自然酸化膜を除去したり、表面の仕上げを均一化することが可能です。
![]()
いよいよ主工程のアルマイト層の作成です。
ここから、重要なポイントがいくつもあります。
まず、先程の工程で使用した状態の電極を入れ替え、素材に陽極(+極)、鉛電極に陰極(-極)を接続します。この状態で直流12Vの電圧を印加します。
注意点としては、
![]() 液槽内の温度は20度〜25度一定を保つ。
液槽内の温度は20度〜25度一定を保つ。
この範囲を超えるとアルマイト層が生成されない場合がある。25度を超えると、アルマイト層が溶けて無くなってしまう。
電解液の温度を一定に保つように撹拌をします。
![]() 電流量は素材の表面積に比例する量が必要。
電流量は素材の表面積に比例する量が必要。
アルマイト処理時にはアルミ1cm2あたり約0.03Aの電流が流れるので、例えば高さ3cm、直径3cm、プラグヒートホール1.5cm、8枚フィンのヒートシンクヘッドだとすると、
表面積はフィン1枚当たり1.5*1.5*3.14=7.065 裏表なので2倍し14.13 8枚フィンなので8倍で113.04
ヘッドの筒部が1.5*3.14*3=14.13 裏表で2倍し28.26
それぞれ足すと141.3cm2となります。(実際は厚みやらプラグヒートホールなど細かい違いはありますが)で1cm2当たり0.03A流れますので必要アンペア数は141.3*0.03=4.239
約4Aになります。ですから余裕を見て5A出力できる電源が必要になります。
![]() 鉛電極は素材の表面積の1/2になるように液面に浸かる部分を調整します。
鉛電極は素材の表面積の1/2になるように液面に浸かる部分を調整します。
等々、を考慮しながら素材を電解液に浸し、直流12V 印加で30分程待ちます。
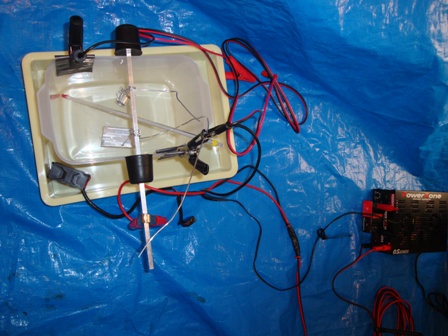
電解液浴層と電極類と電源。
想像と違い非常にコンパクトな設備で作業が可能です。

電圧印加中は鉛電極からシャーといった感じで泡が。素材には薄っすら泡が着く程度。
しかし、30分の後半には泡が多くなり温度も急激に上昇するので注意が必要です。
![]()
電解が終了したら、精製水で洗浄。この時点で失敗か成功かの判断は・・・テスターで抵抗を測るとわかります。
吊り金具と素材の間の抵抗値を測り、無限大ならアルマイト層が出来ています。導通ありならNGです。
この時点での素材表面は不純物を吸着しやすいので、洗浄作業は空気に触れる時間を最短にします。
![]()
いよいよ染色。もちろん染める色は紫!

とりあえず、説明書に書かれている分量の濃さで挑戦。
色の濃さは好みにもよるので、経験で濃度調整が必要です。

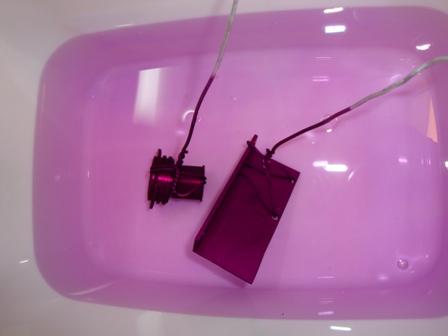
60度に暖めた精製水に染料を入れ染め上げ。最初の1分ほどで50%染まります。後は30分かけ均一に染め上げます。染料の濃度により色の濃さが変わるので、希望の色より少し濃い目になったら次の工程に移ります。
時々染料液を撹拌しながら、均一に染まるようにします。
1分で染まらないようなら、残念ながらアルマイト層生成が出来ていません。30分浸けたとしても無駄に時間を過ごしてしまいますので、最初からやり直しです。
![]()
染色が終了したら、精製水で洗浄します。このときも、空気に触れる時間は最小限にします。
![]()

封孔作業には沸騰した精製水を使用しますが、錆び取り材を数滴入れるのが良いようです。
科学反応はよくわからないのですが、リン酸が良いのでしょうか?

沸騰した精製水で15分間煮詰めます。とにかくグツグツと煮込みます。
本来圧力ナベで加圧する位が封孔には良いようですが、この方法でもOKです。
![]()

さて、最終の洗浄です。
すでに、アルマイト層が生成され微細な孔も閉じていますので強い状態になっております。
あまり気にせず水道水で洗ってしまいます。

成功した物の数々。ツァイスのマフラー、エンジンマウント、強制空冷ファンのステー、Exマニホールドです。
マフラーとマニホールドは溶接がされているため、その部分は不純物が混じっており黒く変色しました。
エンジンマウントはジュラルミンのためか多少スマットが発生、さらに粉吹きも発生してしまった。
ファンマウントは純アルミ+鏡面仕上げのお陰か、すばらしいアルマイトの仕上がり。
以下は失敗作例です。

1回目、吊具との固定が確実でなく接触不良を起こしアルマイトできず。
2回目、流れ作業で5回もアルマイト処理を行ったため温度管理が行き届かず、これの電解中に液温が30度を超えアルマイト層が無くなってしまったエキゾーストチャンバー。
染色をしてもこのとおり、殆ど色が付きません。

異種金属がリベットされていたエキゾーストクーラー。クーラー内の配管も異種金属か?アルマイト層が不均一で上手く染め上がりません。
画像は取り忘れましたが、クーリングヘッドも温度管理の悪さ+ジュラルミンのせい?かスマットで真っ黒に・・・2回チャレンジしたがNG。
ヘッドはそれ程大きくないように思えるが、表面積が大きく電流も多く流れるので温度が上がってしまう。

今度は温度管理がしっかり出来るように、流れ作業廃止。一個一個確実に作業する事に。吊具の固定は頑固に行い、接点を2ヶ所以上設けた。
さらに、温度上昇を避ける為、アイスパック(凍らせたペットボトル水)を大量に準備。
純アルミは20度〜25度液温電解が良いらしいが、ジュラルミンはもう少し低温でやった方が良いみたいなので15度スタートで行ってみた。

2回失敗したエキゾーストチャンバーだが、液温を20度固定に努めた結果無事に着色完了。
しかし着色時に欲が出て、紫に少量の赤を入れて見た結果、赤に近い紫に。
染料の濃度や他色との混合は経験が必要である。

こちらも2回スマットで真っ黒に変色してしまったクーリングヘッドだが、電解液の液温を15度〜20度にキープした結果、なんとかアルマイト層が生成され染色ができた。
しかし、多少のスマット発生と黒ずみが出てしまい思っていた程の艶が出なかった。

それでも、コンパウンドで多少磨いたらそれなりにはなった。
磨いても殆ど色落ちが無い=アルマイト層は結構熱厚くしっかりとしたものが出来たようだ。
自家製カラーアルマイト処理ついて、らん太郎なりにまとめてみました。
重要なのは以下
![]() アルマイト処理を行う素材の種類
アルマイト処理を行う素材の種類
純アルミ(A1000系)はアルマイト処理が楽、ジュラルミン(A2000系)は難しく腕とコツが必要か。鋳物系アルミ(RCエンジンのブロック等)もアルマイトが難しく着色した場合黒く濁ってしまう。
![]() 脱脂と洗浄、表面処理
脱脂と洗浄、表面処理
前処理が最終の仕上がりにそのまま影響するので、仕上がりを予想し丁寧にやらなければダメ。
![]() 素材と吊具固定
素材と吊具固定
素材と吊具は頑固につなげる。接点は2ヶ所以上にする。
![]() 電解液槽の温度
電解液槽の温度
通常は20度〜25度の間をキープ。0度〜5度でやると、硬質のアルマイト層が形成される。ジュラルミンなどの場合、アルミ以外の合金成分が溶解してしまうので低温度で電流密度を上げてやるのが良い。
![]() 電圧と電流
電圧と電流
電圧は12Vが最良か?電流は素材に見合った量が必要になるので、電源選択には注意する。
![]() 染料の濃度
染料の濃度
染料の濃度は濃いと直ぐに着色するが均一性に欠ける。多少薄目の方がクリア感がでる。
電解液はある程度再用が可能であるので、今後も自家製カラーアルマイトを行っていくつもりです。
特にクーリングヘッド(たぶんジュラルミン製)をソリッド感のあるヤツに仕上げてみたいです。
現状エンジンを整理してしまったので染めるヘッドがありません。今後入手でき次第チャレンジしていきます。
![]()
![]()
![]()