今まで自作パーツを作ってきて、いつも思っていたのがアルミの色付けだ。RCのOPパーツの花型と言えばカーボンやアルマイト処理が施されソリッドカラーに輝くアルミパーツ。
これらに憧れて、オプションパーツ地獄に陥った方はらん太郎だけでは無いと思う。
アルミパーツは自分好みのカラーに統一したい・・・自作パーツもカラーリングしたい・・・(*´Д`)ハァハァ こんな衝動に駆られる毎日であった。
前回、ブルーインパルス様とのコラボ企画で、バンパーサポート用アルミポストを製作する?って話が板上で持ち上がった時に、外注に出した方が良いのか?いろいろと策を練っていた。
そんな中、ネットで有力情報を得ることができた。
・
・
・
・
自家製アルマイト処理・・・・・・オリジナルファクトリーでアルマイト処理を行うのだ。
・
・
・
・
や、やばい・・・こんな情報が得られたら・・・・・・・やるしかないじゃん((((
;゚Д゚)))ガクガクブルブル
・
・
・
・
と思っていたら、既に行動に移っていた。キタ━━(゚∀゚ )キタ ( ゚∀゚) (。A 。 )キタ
━━!!
そもそも、アルミを美しく染め上げているアルマイト処理って何?から始まった。
アルマイト処理って不思議なもので、塗装でも無い、メッキでも無いし・・・いったい何?????
アルマイト処理とは、アルミの表面に強制的に酸化皮膜を形成しさせる処理であり、この酸化膜には目に見えない小さな穴が空いている。
この穴に塗料を封じ込める事により美しいカラーリングが出来るという訳である。
アルマイト処理で生成される膜の事を陽極酸化皮膜と呼び、この膜はアルミの酸化を防ぐと共に強度を上げるといった優れた効果も持っている。
よって、アルマイト処理は見た目にも、強度的でも非常に都合の良い加工と言える。
らん太郎がまとめたアルマイト処理方法は以下の工程で行う。
| 既存アルマイトの除去・表面の研磨 | |
| 油脂・汚れの除去 | |
| 処理素材に陽極(+)を供給すると共に、素材を吊るす為のアルミ線取付け | |
| 吊具と素材が確実に結束されているか確認 | |
| 再度汚れの除去 | |
| 電解液に漬けDC12V逆相電流を印加(30~60秒) | |
| 電解液に漬けDC12Vを印加(3A~5Aで30分程度) | |
| 電解液の除去 | |
| 染料を溶かした液体に漬込み(50度位の液温で30分程度) | |
| 染料液の除去 | |
| 沸騰水にて封孔処理(15分程度) | |
| 素材の洗浄 |
各工程毎に必要になるものを詳しく説明します。
| アルマイト処理は、アルミ素材の仕上げ状況がそのまま完成の状況になるので、希望する加工後の状態に合わせて表面を研磨する必要がある。 また、素材にアルマイト処理がされている場合は除去が必要になる。これには、家庭用パイプクリーナー類が有効である。 |
|
| 油脂成分が素材に残っていると変色・アルマイトが形成されない場合があるので、パーツクリーナー等のアルコール系クリーナー、マジックリン等の家庭用油汚れ落としが有効である。 | |
| 吊具にはアルミ製針金を使用する。ホームセンターや100円ショップで売られている。表面に被服処理やアルマイト処理がされているものがあるので、通電させる部分はこれらの処理を剥がす。 | |
| 吊具のアルミ線と素材が間違い無く固定されているか、通電不良が無いか確認する為テスター等を使って通電チェックを行う。 また、素材に白アルマイト(無着色アルマイト処理)がされている場合、通電がされない為、確認の為にも使用する。 逆に、アルマイト処理状況を確認する為にも使用。 |
|
| 電解には電解液(15%程度濃度の希硫酸)を使用する。電解液はバッテリー液そのものが代用できる。バッテリー補充液には硫酸が入っていないので使用できない。 電解作業時の陰極(-)側には鉛板かアルミ板を使用し、電源からブースターケーブルで接続する。 電解時には直流12V電源装置か12Vバッテリーが必要。素材にもよるが、3A以上の電流を取り出せる物が必要。 電解時には電解液の温度が上昇してしまうため、冷却用にアイスパックや水を入れたペットボトルを凍らせた物を用意する。 液温を監視するための温度計と液温を一定に保つ為の攪拌棒。 電解作業をする為の浴槽には、蓋付きタッパなどが最適で、処理する素材により大きさを選ぶ。 |
|
| 電解後の洗浄に水道水を使用すると、含まれるカルキなどの不純物が変色や粉吹きなどを起こす場合がある。精製水や純水、ペットボトル飲料水などが良い。 観賞魚用の水作り溶液も有効かも? |
|
| 染色には紛体染料がお勧め。ホームセンターや裁縫雑貨店などの趣味の店で購入できる。 紅茶やお茶、コーヒー、たまねぎの皮でも染まるらしい。 染料は皮膚に着くとどうにも落ちないのでゴム手袋が必要。周囲に飛び散り防止に養生ブルーシートや大量の新聞紙が便利。 染色処理槽には加熱が必要な為蓋付きタッパを電子レンジで暖めるか、コンロで加熱する場合はホーロー製の蓋付き容器が便利。 小物であれば、缶詰の空き缶でもOK |
|
| 封孔処理には洗浄に使用する精製水や純水、ペットボトル飲料水などが良いようで、水道水を使用すると、塩素が封孔を妨げるらしい。 高温で沸騰させるのでホーロー製のナベが便利。 |
と、いろいろ書きましたが文章では何のこっちゃわからないので画像入りで解説しちゃいます。
![]()
早速、作業に入ります。今回は大まかに2つの素材があります。
一つは、素地(アルミ材のまま)の物、もう一つは既にアルマイト処理がされた物。
好きなカラーリングでカラーアルマイト処理をするために後者はアルマイトの剥離作業が必要になります。
研磨作業時には皮脂や研磨材、油等が素材に付着しているので、アルコール系パーツクリーナーで一通り洗浄をしておく。

前回チラ見せしていた強制クーリングファン用ステー。ホームセンターで買ってきたL字のアルミ材。
素地ではヘアライン以下の状態でしたので、いつもどおりハンディリューターでバフ仕上げに。
気持ちいいぐらいのミラー仕上げが完成です。ちなみに、アルマイトの仕上がりはこの時点での仕上がりが基本となるので、目的の表面状態に仕上げておく必要がある。

こちらは既にアルマイト処理済みのワンピースエンジンマウント。これには微妙なカラーのアルマイト処理がされているのでアルマイトをひっぺがさないといけません。
もちろん、時間を掛けてサンディングでもアルマイトの剥離は可能ですが、今回は必殺!薬液?投入です。
地味なカラーアルマイトがかかっているこのエンジンマウント。その訳が後で判明する・・・

”薬液”と言っても、簡単に入手可能な”まぜるな危険”のパイプユニッシュ!
ちなみに、パイプユニッシュ?と聞いて、パイプフィニッシュじゃ無いの?(゚Д゚)<「ばったもんかよ」と毒づきましたが、Johnson製でした。
これらのアルカリ性クリーナーが有効です。”ユ”でも”フィ”でもアルカリ性で一般的に”まぜるな危険”表示の物がOKです。

洗剤を希釈した液体をナベで煮込みます。グツグツと沸騰する状態になったら、アルマイト剥離をする物をドポ~ンと投入。
数分と言わず、数秒でナベの中はにぎやかな状態に。合わせてのけぞるような刺激臭が・・・(;´Д`)
や、やばい物に手をつけてしまった。
などと、派手に書いていますが、倒れたり、死ぬほどではありません・・・いや倒れるかも・・・死ぬかもしれません・・・換気は忘れずに・・・
30秒~60秒ほど煮込み、柔らかくなったら(なりません)取り出し。

別に用意しておいた洗浄槽へ。
ガ━━ΣΣ(゚Д゚;)━━ン エンジンマウント焦げちゃったぢゃん( TДT)
実は、焦げたように黒ずんだのはスマットと呼ばれるもの。
| 合金種類 | 俗 称 | 特徴・用途 | |
| A1000系 | Al系 | 純アルミ | 一般的だが強度、コスト共に低 |
| A2000系 | Al-Cu系合金 | ジュラルミン・超ジュラルミン | 一般的で高強度 |
| A3000系 | Al-Mn系 | 耐腐食・強度高 | |
| A4000系 | Al-Si系 | 耐摩擦性が高く鋳造ピストンなどに利用 | |
| A5000系 | Al-Mg系 | 耐食・強度共に高い | |
| A6000系 | Al-Mg-Si系 | 耐食性が高く建材サッシなどに利用されコスト高 | |
| A7000系 | Al-Zn-Si系 | 超超ジュラルミン | アルミ合金で最強、航空機なに利用されコスト超高 |
スマットはアルミニウム中に含まれているSi(ケイ素)、Mg(マグネシウム)、Fe(鉄)、Cu(銅)などの不純物や合金成分がアルミニウム上に沈着した物である。後述するが、黒ずんだと言うことはアルミ合金である可能性が非常に高い。アルカリ溶液中に合金成分が溶け出した可能性が高い為だ。
後に判明したがアルミ合金(特に特定のジュラルミンや鋳造品)は個人でアルマイト処理をするのが難しいらしい。
一般的に、ラジコンに使われるアルミは1000系純アルミか2000系ジュラルミンであると思われる。どちらも加工性が良くコストパフォーマンスが高いからである。
ですからアルカリ洗剤を利用した、アルマイト剥離処理で素材がある程度判明する。
エンジンマウントはエンジンの振動を支える為に純アルミでは無く強度があるジュラルミンが素材として使われていたようだ。
よく考えればわかる事だったが、この時点では理解していなかった( TДT)
![]()
さて、この時点では、素材の違いによるアルマイト出来の違いなんて事は全く無知であったので作業を進める。
スマットは酸性の液体につけるか、洗剤を付けたブラシで擦り洗いをすれば落とすことが可能。
なお、ここからの作業には油脂類厳禁なので必ずゴム手袋を着用する。無論酸性・アルカリ性の液体を扱うので、全ての作業でゴム手袋をするのをお勧めする。

剥離処理をした物、そのままの物どちらもマジックリンの黄色い泡に埋もれてもらい、丁寧にナイロンブラシ洗浄する。
よって、先ほど付着したスマットもきれいに落ちた。
アルミ本来の白っぽい肌が出た。
脱脂は![]() 個目の重要ポイントで、素肌をさらしたアルミやアルマイトを形成したアルミは非常に他の物質を吸着しやすいので入念に行う。
個目の重要ポイントで、素肌をさらしたアルミやアルマイトを形成したアルミは非常に他の物質を吸着しやすいので入念に行う。
特に、手の皮脂油は大敵である。
![]()

ここからが、![]() 個目の重要ポイントの吊具取付けです。
個目の重要ポイントの吊具取付けです。
吊具にはアルミ線を使用しますが、100円ショップで簡単に入手可能です。
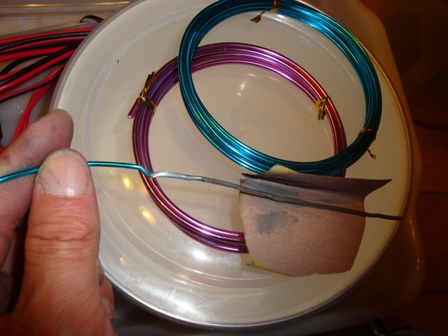
100円ショップなどのアルミ線は園芸やアート用なのでカラーアルマイトが施されている場合があります。
アルマイトは電気を通しませんのでアルマイトを除去する必要があります。
ヤスリで削るかアルカリ洗剤の沸騰法で、素材と触れる部分のアルマイト剥離が必要です。

アルマイトを除去したアルミ線を素材に巻き付けます。
ここが接点になり電気が流れるのですが、アルマイト処理において接点不良がアルマイトが形成されない原因の一つであるようなので強固に固定します。
接点は二ヵ所以上設けるのがベストで電気の流れる量も関係してきますので、大きめの素材の場合は太めの線が良いと思われます。
らん太郎は1.5mm、2mm、2.5mmのアルミ線を用意して、素材によって使い分けました。
接点が作業中に動いて緩くなってしまわないように、余りのスペースに楊枝などをくさび代わりに差し込むのも手のようです。
画像のように締め付ける場合はアルミ線が切れる寸前まで締め付けます。
接点はアルマイトが形成されませんので、着色が出来ません。よって目立たない場所やネジ穴がベストだと思います。
ちなみに、電気メッキなどはハンガーに引っ掛けたり金ザルに素材を入れて行いますが、アルマイト処理ではこの方法では全くダメです。
接点以外はアルマイトが形成されると電気が流れなくなりますので、接点が少しでも外れるとアルマイトが形成され通電不良となります。
![]()

素材の準備ができたら最終チェックです。先に述べたように通電が重要ポイントですので、テスター等で導通チェックを行います。
素材と吊具にテスターを当て、ゆすってみたりして接点不良が無いか確認します。
らん太郎のテスターにはダイオードのアノード確認モードが付いておりましたので、「ピー」音に途切れが無いか慎重にチェックしました。
通電チェックはアルマイトが形成されたかどうかの確認にも有効ですのでテスターはぜひそろえたいところです。
![]()
既に、脱脂等は行っていますが、吊具取付けなどでゴミが付着している可能性があるので再度洗浄です。
マジックリンで再度洗浄します。
って所で、今回はストップ。次のCapterで電解処理と染色を紹介します。
コノネタひっぱってるな Σ (゚Д゚;)
![]()
![]()
![]()